
 中国
中国 马来西亚
马来西亚  韩国
韩国  美国
美国  加拿大
加拿大  英国
英国  德国
德国  墨西哥
墨西哥  巴西
巴西  捷克共和国
捷克共和国  法国
法国  西班牙
西班牙 适用于医疗设备的紧固件解决方案
作者
下载白皮书尽管紧固件可能是医疗设备, 中最小的元件,但整个设备都是由它们联接到一起的,因此也可以说它们是最重要的元件。如果医疗设备中的某个紧固件失效了,通常这台设备也就无法正常运行了。合适的紧固件不但将设备联接到一起,还可保证在整个预期使用寿命中各个组件紧密相连并正常工作。
然而在设计过程中,工程师们经常最后才考虑如此重要的元件。结果,最后常常把医疗设备中所用的紧固件设计成公差要求最高的零件。除此之外,由于不熟悉各种紧固件工业标准及与其相关联的制造流程,工程师们往往使紧固件制造商不得不采用高成本的制造流程以满足规格要求。
许多人尚未意识到,设计工程师如何选择紧固件将对公司的利润产生极其重要的影响。选择合适的紧固件可以降低装配要求,解决质量问题并显著降低设备的总成本。工程师在设计阶段的早期通过与经验丰富的紧固件制造商沟通,设计出经济效益更高的元件,就能避免在产品投产后再进行代价高昂的重新设计,可降低设计和装配成本。
虽然紧固件如此重要,但令人奇怪的是,传统的机械设计课程对如何正确选择联接和装配方式竟然没有规范的阐述。本文重点说明设计人员和制造商在处理医疗设备中的插销联接和隔垫要求时所需的知识、具体应用及应避免的事项。
冷镦与机加工销:
在与一家外科设备制造商合作过程中,发现他们将七种不同的机加工实心销做为外科缝合器中的自由配合销轴使用。这些销滑入装配位置,并用包裹整个设备外部的塑料套管固定。销的外径公差为 ±0.001 英寸,长度公差 为 ±0.003 英寸。其材料为 303 不锈钢 (SST)。由于此类不锈钢只以棒料的形式供应,所以这些零件只能机加工成型,而无法采用另外两种成本更低的冷镦或滚压成型工艺制造。
在全面考虑了性能需求后,医疗设备制造商同意将长度公差放宽至 ±0.010 英寸(大约为 2 至 3 根头发宽度的差异),并将材料规格从 303 SST 转变为 305 SST,以便使用容易购买的商用线材。实施这两项改进后,就可以采用冷镦而不是机加工的方法制造销,而装配性能却没有变化。冷镦工艺可以获得极高的 Cpk 值。用冷镦销取代机加工销以后,在满负荷生产的情况下医疗设备制造商每年节省下的成本超过二百三十万美元。

图 1
外科缝合器

图 2
C 形直槽销。滚压成型的具有二又四分之一圈螺旋的卷制销。
直槽销:
有两种不同类型的弹性销:卷制弹性圆柱销 和 和直槽弹性圆柱销. 这两种类型的销有一些共同特点,如柔性,以及与非柔性紧固件(例如实心销)相比,可适应更宽的孔公差。但是使用者—尤其是医疗设备制造商,必须了解这两种弹性销还存在着几处重要差别。
直槽销
尽管直槽销具有灵活性,可通过允许较大的孔公差来降低制造成本,但是直槽销有几个缺点,限制了其在医疗设备中的使用。直槽销的柔性比卷制销低很多,仅可从开口处扭曲 180º。有限的柔性可能导致在安装过程中产生划痕和碎屑。在负载状态下,应力集中于与直槽销上的开口相对的 180º 位置,可导致设备过早失效。由于端部不平,直槽销很难实现自动送料和安装,开口宽度过大还可能使销互相嵌套。直槽销主要适用于非关键性的工业设备,其由低碳钢到淬火钢制造,适合手工装配。
卷制销
使用卷制销的最初目的是为了弥补实心销、直槽销以及铆
钉、螺母和螺栓等其他传统紧固件的不足。通过其独特的
二又四分之一圈螺旋横截面可以很容易地识别卷制销,卷
制销在装入孔时受压,是自固定销,也是插入后唯一受力
均匀且具有柔性的销。卷制销作为真正的“经过良好机械
设计的紧固件”,具有三种载荷类型,可允许设计人员选
择受力、柔性和直径的最佳组合,以满足各种不同的主体
材料和应用的需求。其减振设计可缓冲受力和振动,防止
损坏孔,延长了设备的使用寿命。卷制销具有直角无毛刺
端部,所需插入力小于其他销,是自动装配系统的理想选
择。在需要重点考虑产品质量和总制造成本的应用中,卷
制弹性销的特点使之成为了适合这些应用的工业标准。
Y: 孔总共差
X: 直径以英寸为单位
A: 卷制弹性圆柱销
B:直槽弹性销
C: 带槽销
D: 接地定位销

图3
卷制弹性圆柱销和直槽弹性销与刚性实心销相比可允许更大的孔公差。

图 4
有机玻璃上的图案显示了轻型、标准、重型卷制销和直槽销所施加的应力。
图 4 下图清晰地说明了直槽销和三种不同载荷类型的卷制销施加的径向力的差异。在有机玻璃平台中观察到的销四周的波浪线代表销施加的应力。形状越大表示销施加的应力越大。请注意,轻型卷制销的应力图形最小,标准和重型卷制销的应力图形逐渐增大。重型卷制销和直槽销的应力大小相近—不建议将此二者用于塑料应用中。但是,卷制销的应力分布比直槽销更均匀,直槽销的应力分布在图形中由箭头标出的两个最大应力区域。卷制销所施加的径向力更均匀,因此可获得更好的保持性,还能延长配件的使用寿命。
A: 重型
B: 开口
C: 标准
D: 轻型
使用卷制销解决质量问题:
一家医疗设备制造商以前在一种外科“夹持器”中使用机加工的滚花实心销,外科医生使用这种夹持器通过腹腔镜切口进行手术操作,从而不必完全打开患者的腹腔。在设备的末端使用销来驱动夹持部位的运动。插入刚性实心销所需的较大的力量可能使销变形,损坏配件并产生金属碎屑。由于此设备要用于人体中,因此绝不允许存在金属屑。
没有经过后续热处理的由 303 SST 制成的滚花销装入416 SST 轴中。不合适的硬度组合以及销和主体材料之间的尺寸差异是产生碎屑,导致高插入力,销弯曲和相关子配件损坏的根本原因。
为了解决全部问题,制造商决定采用 420 SST 轻型卷制弹性圆柱销取代实心销。轻型卷制弹性圆柱销可在受力和柔性之间取得平衡,在实现较低插入力的同时还能在不损坏孔以及不产生碎屑的情况下提供合适的保持力。
除了一劳永逸地解决了实心滚花销产生的质量问题以外,使用滚压成型的卷制销代替机加工的实心销还让医疗设备制造商极大地降低了制造成本。

图 5
滚花实心销在插入外科“夹持器”过程中可能产生
碎屑。卷制弹性圆柱销安装过程简洁轻快。
A: 滚花实心销
B: 卷制弹性圆柱销
低成本隔垫解决方案:
滚压成型的金属 垫圈 的成本要比切削的管、筒、垫圈以及卷制或机加工的零件低很多。它们通常被用作隔离柱、定距衬套、套管、轴和销。滚压成型的垫圈在生产时不会产生毛刺和碎屑,并且具有轮廓清晰的直角端部,这是做为
医疗设备元件的重要特性。
制造商通常使用机加工的衬套或切削管隔离医疗设备中的两个不锈钢薄板。常常在机加工的衬 套或管的内径中穿过一个铆钉来使两块板保持恒定的压力,这样它们在设备的整个使用寿命中都会保持平行。医疗设备中普遍使用这种保持间距的方式,可以很容易地将其改变为使用滚压成型的垫圈,而不会对性能产生任何负面影响。将切削管改成滚压成型的垫圈一般可节约 50% 左右的成本,而滚压成型垫圈的成本仅为机加工衬套的十分之一。

图 6
与经验丰富的供应商合作:
除了选择可提供多种高质量紧固件产品的制造商以外,与在联接和装配领域拥有丰富工程设计经验的公司合作也很重要。在设计阶段就开始与经验丰富的专注于工程应用 的
供应商合作,不但可以设计出工程性能更好的紧固件,还可获取他们对紧固件和医疗设备接口的重要建议。
在设计阶段与供应商合作越早,他们就越有可能为设备制造商提供容易购得的商用紧固件。通常,每个应用都可以选择使用大量的各种类型的紧固件。其中最具成本效益的解决方案要考虑主体材料、制造公差、应用需求和装配方法等因素。
使用商业通用件的好处是这些零件可随时从仓库提货,没有最低购买量限制,也没有工具或研发费用。这意味着供货迅速—无论在样机试产阶段还是整机产品生产阶段。
总而言之,设计人员始终应该采用工程性能良好的紧固件以提高医疗设备的质量,简化装配过程并降低总体成本。

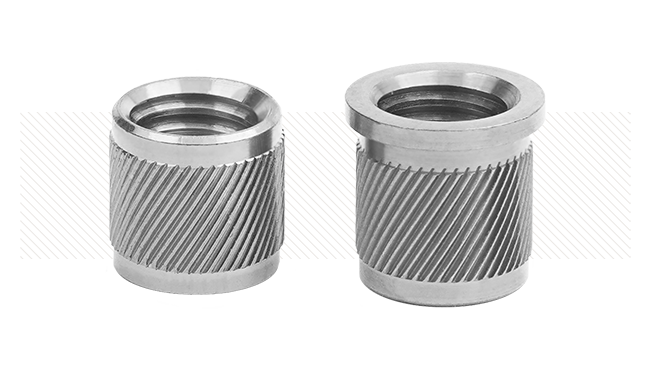
图 7
滚压成型的金属垫圈与机加工衬套或切削管相比具有更高的成本效益。