
 中国
中国 马来西亚
马来西亚  韩国
韩国  美国
美国  加拿大
加拿大  英国
英国  德国
德国  墨西哥
墨西哥  巴西
巴西  捷克共和国
捷克共和国  法国
法国  西班牙
西班牙 如何为您的3D打印组件选择螺纹嵌件
作者
下载白皮书与注塑塑料组件相同,螺纹嵌件常用于3D打印组件中,以提供可重复使用的螺纹并提高连接强度。 本白皮书针对应用于熔融沉积成型(FDM)、选择性激光烧结(SLS)和立体光固化(SLA)等3D打印工艺中的各类螺纹嵌件,提供了相关建议、设计指南及性能预期。这些工艺是当前最适合通过螺纹嵌件来提升连接性能的增材制造技术。
3D打印概述

图 1 SPIROL 29 系列长款热熔/超声波型螺纹嵌件应用于 3D 打印的溜溜球组件
材料挤出 - 熔融沉积成型

图 2 FDM 打印技术
粉末床熔融 - 选择性激光烧结

图 3 SLS打印技术
光聚合 - 立体光固化成型

图 4 SLA打印技术
FDM打印技术通过加热喷嘴挤出熔融的热塑性线材,逐层堆积构建零件。由于其经济性和用户友好性,它是最广泛使用的3D打印方法。FDM常用的材料包括PLA、ABS和PETG。
SLS打印技术利用激光熔融热塑性粉末层。该方法非常适合制作复杂几何形状,且能生产出机械强度较高的部件。SLS中最常见的材料是尼龙。
SLA打印技术利用UV激光通过光聚合作用,逐层固化光敏树脂。该工艺可生产出高精度且表面光滑的部件。
螺纹嵌件推荐
螺纹嵌件有多种类型,通常按安装方式进行分类,如注塑后热熔/超声波型安装和冷压安装。3D打印应用中最合适的嵌件类型取决于基体的塑料材质。
适用于热塑性塑料(FDM和SLS)
热塑性塑料可经受多次加热和冷却,且其性能变化极小。因此,螺纹嵌件可通过热熔或超声波方式安装到热塑性3D打印组件中,也可直接压入或旋入组件:
- 热熔/超声波安装嵌件 : 推荐用于要求最高拉伸强度和扭矩性能的组件。
- 压入型嵌件 : 提供中等拉伸强度和扭矩性能,且安装最为简便,无需专用设备。

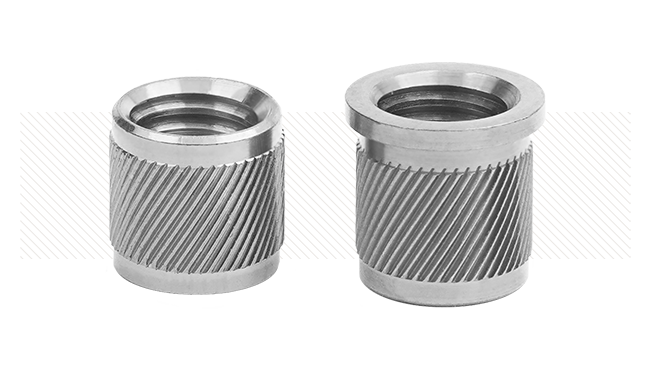
图 5 SPIROL 19/20 系列(上)和 29/30 系列(下)热熔/超声波型嵌入件
适用于热固性塑料(SLA)

图 6 SPIROL 50 系列(左上)和 51 系列(右上)压入型嵌件以及 SPIROL 10 系列自攻型嵌件(下图)
材料特性
嵌件的性能在很大程度上受基体材料特性的影响。
- 拉伸强度 : 衡量材料抵抗塑性变形的性能
- 弯曲模量 : 影响材料的刚度和分布弯曲力的能力,这对防止变形和确保正确的载荷分布至关重要
此外,热性能也会影响安装过程,因为导热性更好的材料能促进更均匀的热量分布,从而改善塑性流动,并确保螺纹嵌件周围结构填充到位,从而实现牢固连接。同样,特定塑料材料的热变形温度也会影响螺纹嵌件在进行热熔或超声波安装时的适宜温度。
设计指南
螺纹嵌件在3D打印材料中的性能受多个关键因素影响。本节概述了基本设计指南,重点关注基体孔径、材料性能、壁厚、填充密度及层厚,以确保螺纹嵌件在3D打印应用中发挥最佳性能。
孔径
孔径对螺纹嵌件的性能至关重要。SPIROL的螺纹嵌件产品目录提供了孔径指南,但3D打印的公差通常会超过推荐的+0.08mm。典型公差如下:
- 工业级FDM打印 : ±0.2mm
- 桌面打印机 : ±0.3-0.5mm
- SLA打印机 : ±0.1mm
- SLS打印机 : ±0.3mm
为减少偏差,一种方法是在塑料基体上钻孔,这虽能降低偏差,但可能削弱FDM打印外壁的强度(本白皮书后续将对此进行讨论)。另一种方法是通过迭代开发,直至达到最佳孔径。
壁厚
螺纹嵌件需要周围区域具有足够的实心壁厚,以满足性能预期。 为获得最佳嵌件性能,应设计壁环,以形成一个实心凸台(boss),壁环直径需至少为螺纹嵌件滚花直径的1.5倍。对于M6螺纹嵌件,需要6个壁环(喷嘴直径为0.4毫米)。当凸台直径为螺纹嵌件滚花直径的2倍及以上时,达到最大性能潜力。

图 7 15% 填充率配 2 个壁环(左),55% 填充率配 5 个壁环(右)

图 8 嵌件性能与壁环数量的关系(PLA材料,15%填充率,使用SPIROL INS 29 M6短型嵌件进行测试)

图 9 嵌件性能与填充率的关系(PLA材料,2个壁环,使用SPIROL INS 29 M6短型嵌件进行测试)
填充率(仅限 FDM)
嵌件性能随填充密度呈线性增加。为获得最佳嵌件性能,设计时请采用大于 50% 的填充密度。
层厚(FDM、SLS)
通常,通常,较厚的层会导致层间结合较弱,因为存在较大的空隙。对于 FDM 和 SLS 工艺,最佳嵌件性能通常出现在0.16-0.2mm的层厚,此时拉伸强度性能最优。
嵌件性能对比
让我们对比三种不同系列的 M6 螺纹嵌件在常见 3D 打印材料中的性能:对称型热熔安装嵌件(SPIROL INS 29 长款)和非对称型热熔安装嵌件(SPIROL INS 19 长款),以及压入式螺纹嵌件(SPIROL INS 50)。 本文提供了针对FDM、SLS和SLA打印组件的详细对比测试结果。这些分析将帮助设计工程师,根据特定的性能要求选择最优的螺纹嵌件。
FDM打印部件
在各种3D打印材料中,热熔安装型螺纹嵌件的性能优于压入型螺纹嵌件。这与在挤出塑料中的性能表现一致。

图 10 FDM 拉伸性能测量平均值,M6,牛顿米 (Nm)*
SLS Printed Components
尽管SLS部件是以100%填充率制造的,且可能达到与注塑或挤出部件相当的机械强度,但微孔性会显著降低嵌件性能。

图 11 SLS 拉伸性能测量平均值,M6,牛顿米 (Nm)*
*FDM样品的测试是在55%填充率和1.5倍壁厚(5个壁环)条件下进行的。嵌件性能的估计值可根据填充率与性能的关系进行计算。层厚保持在0.16mm以最大化拉伸强度,因为这有利于精细的材料沉积。光栅角度保持在 ∠0°.
SLA打印部件
鉴于 SLA 打印材料主要为热固性塑料,只有压入型嵌件能有效使用,因为它们非常适合在不加入基体材料的情况下压入安装。
自攻螺纹嵌件虽是一种可行的替代方案,但有它们是旋入组件,安装耗时,且若组件为非永久性结构,可能从组件中旋出松脱。鉴于此,本研究未纳入自攻螺纹嵌件;膨胀式嵌件也因其性能较低而未被纳入。
| 材料 | 扭矩 (N*m) | 拉伸力 (N) |
|---|---|---|
| 树脂 | 7 | 40 |
表 1
SPIROL 压入型嵌件(INS 50 / M6 / .312 EK)在透明光固化树脂中的性能
与注塑件的对比
在比较注塑成型和 3D 打印制造的部件之间的差异时,需要注意的是,相同的材料可能具有截然不同的特性,从而影响嵌件的性能。
尽管 FDM 打印部件具有层状几何结构,但它们仍能达到高性能——尤其是在使用热熔/超声波型嵌件时。图 12显示了 FDM 打印聚碳酸酯 (PC) 与挤出塑料的直接比较。
SLS打印件更容易出现微裂纹和嵌件早期失效。SLS粉末往往表现出比同类注塑塑料更差的材料性能,通常是由于最终打印组件的成分差异和微孔性。由于材料性能差异显著,其嵌件性能可能比挤出塑料低20%至50%。

图 12 FDM 与挤出/注塑塑料的性能对比(FDM:55% 填充率,5 个壁环)

图 13 烙铁
原型制作的安装方法
嵌件70%的性能表现直接取决于安装质量——尤其是热熔或超声波安装。对齐、温度、压力和焊接时间都是重要因素。
在原型制作实验室中,使用专用设备可获得最佳效果。
对于急需使用或无法获取专用设备的情况下,也可使用烙铁。应注意,使用烙铁安装嵌件时,应选用尽可能与嵌件啮合的烙铁头。 使用烙铁进行安装时的理想工作温度通常在650至750°F(343 – 399°C)之间。通过直接加热来估算安装温度的常用方法是:在给定材料的热变形温度基础上增加一个额外的安全系数:
T安装温度 = T热变形温度 + 150°F (65°C)
热变形温度是指热塑性材料在特定载荷下发生变形的温度。当烙铁接触螺纹嵌件时,通过向下按压烙铁,对嵌件施加恒定压力。
对于压入型嵌件,应使用手扳压机施加恒定压力;在较软的塑料中,锤子可能是一种低成本的安装工具选择。
对于中小批量至大批量生产方案,建议考虑半自动或全自动安装设备。
关键要点
热熔/超声波型嵌件在 3D 打印热塑性塑料中提供最高的强度,而压入型嵌件则是一种可行的替代方案,特别适用于无法进行热熔安装的热固性材料。热固性塑料的特性决定了嵌件安装方式仅限于压入式安装。
研究表明,在FDM打印中,螺纹嵌件的性能随着填充密度和壁环数量而增加,最佳结果出现在层厚为0.16-0.2毫米、填充率50%及以上,且壁环数等于或大于公称嵌件标称尺寸。
结果表明,在高填充密度和壁厚条件下,FDM 3D打印组件的性能约为同类注塑件的70%-80%。虽然SLS部件具有较高的理论强度,但其微孔结构导致其性能仅为注塑件的50%-70%。
如需为您的3D打印组件和原型设计选择合适的螺纹嵌件,请联系SPIROL。由于3D打印工艺、材料及参数的多样性,实际结果可能存在差异,建议针对具体组件进行全面测试与评估。